-
tél : +86-18652432772
-
e-mail : admin@proman-machine.com
Language

COMMENT FONCTIONNE UNE MACHINE DE SOUFFLAGE DE BOUTEILLES
Feb 12, 2019
Le processus de soufflage de bouteilles est une étape importante dans la fabrication de bouteilles pour des produits liquides tels que l'eau et d'autres boissons. Fondamentalement, ce processus implique l'utilisation de la machine de soufflage de bouteilles pour mouler des matériaux polymères thermoplastiques (bouteille) en formes requises.
Le processus combine à la fois les techniques d'injection et de soufflage. Voyons comment cela machine de soufflage de bouteilles fonctionne réellement.
Principe -- Processus d'injection et de soufflage
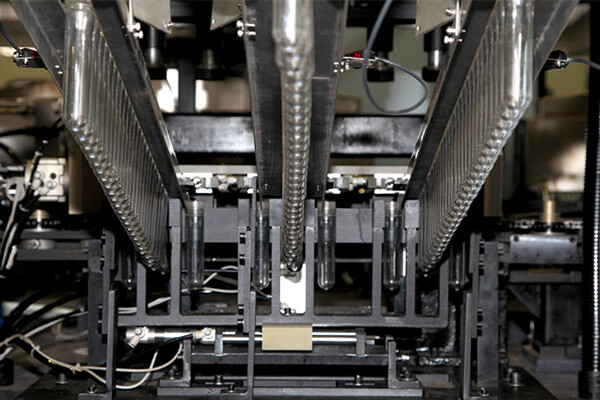
Phase d'étirement et de soufflage de la préforme :
Ici, la tige d'étirement descend et étire la préforme, puis l'air comprimé est injecté à travers la buse.
Tout d'abord, le matériau est injecté pour former une préforme également appelée "chaussette", dont la forme ressemble à un "tube à essai". Le col de la préforme a déjà sa forme finale : c'est la partie utilisée pour tenir la future bouteille pendant l'opération de soufflage, donc il ne peut pas être déformé lui-même. De plus, si un bouchon doit être utilisé, la forme du col intègre le système de fixation, par exemple le filetage : le processus d'injection est idéal pour obtenir des formes complexes.
La préforme est stockée et transportée sur le site de soufflage. Elle est ensuite chauffée et soufflée dans la forme désirée.
Pour les polymères, le matériau doit être énormément déformé et ne doit pas cristalliser au niveau du corps, ce qui nécessite de travailler avec un moule refroidi ; la préforme sort donc relativement froide, ce qui relativise l'économie de chauffage attendue ;
L'injection est une opération relativement lente (plusieurs secondes) tandis que le soufflage est très rapide (environ une seconde), ce qui pose le problème d'ajuster les débits si les opérations sont séquencées.
Phase de soufflage :
Ici, la préforme est enfermée dans un moule de soufflage avec la forme désirée. Le moule se compose de deux demi-coquilles et d'un fond amovible, cette séparation permettant de retirer le moule :
Le fond amovible permet d'avoir un fond concave, ce qui assure une bonne stabilité de la bouteille :
-
D'une part, un fond plat serait incurvé vers l'extérieur sous l'effet du poids du liquide, et éventuellement la pression du dioxyde de carbone pour les boissons gazeuses
-
Et d'autre part, un renfoncement central permet de s'adapter aux défauts de la table ou aux plis de la nappe, certaines bouteilles ont même des pieds
-
Le fond a souvent des nervures, également concaves, qui le raidissent, les fonds les plus résistants ont une forme appelée "pétaloïde "
-
Il convient également de noter que le fond peut être donné la forme creuse du bouchon, ce qui permet d'empiler les bouteilles
-
Enfin, une concavité réduit le volume intérieur, ce qui est parfois utilisé pour donner au client l'impression que la bouteille a une plus grande capacité (le client perçoit le volume extérieur apparent de la bouteille, mais achète le contenu qui a le volume intérieur) ;
La séparation des deux demi-coquilles permet de créer des formes complexes pour effectuer les fonctions suivantes :
-
Rigidification de la bouteille - éviter les déformations disgracieuses lors du remplissage et de la prise en main (bouteille souple) -, par des rainures circonférentielles, mais qui réduisent également la résistance à l'écrasement (problème lors de l'empilage des palettes).
-
Esthétique de la bouteille (identité de marque).
-
Prise en main facile (section centrale à la taille de la main, surface rugueuse pour une meilleure adhérence).
La buse de soufflage est appliquée sur le col, et de l'air comprimé (le plus souvent) est injecté dans la cavité par l'ouverture de la préforme pour presser le matériau contre l'empreinte. La pression de soufflage est de quelques dizaines de bars. Le polymère refroidit au contact du moule, qui fige la pièce dans sa forme finale.
Dans de nombreux cas, le soufflage étirage est effectué : une fois que la préforme est introduite dans le moule, une tige de traction étire le matériau dans l'axe, et un pré-soufflage est effectué à quelques bars de pression, ce qui forme une bulle. Ainsi, les chaînes polymères sont orientées à la fois dans l'axe de la bouteille et tangentiellement. Cette double orientation améliore les propriétés mécaniques de la bouteille ; parfois, l'acronyme SBO est utilisé pour le soufflage bidirectionnel. Le soufflage final est ensuite effectué.


Articles récents

26 octobre 2016
L'entrepreneur en génie le plus réussi

May 19, 2026
Deux lignes de produits sont expédiées à Maurice



Nous contacter
Informations sur le produit
Quantité
Unité
Pièce
Nous soutenons les échantillons de commande, la personnalisation, la vente en gros directe et le paiement complet. Si le produit que vous recherchez n'a pas de contenu personnalisé correspondant, veuillez remplir le formulaire ci-dessous pour nous contacter et nous vous répondrons dès que possible.